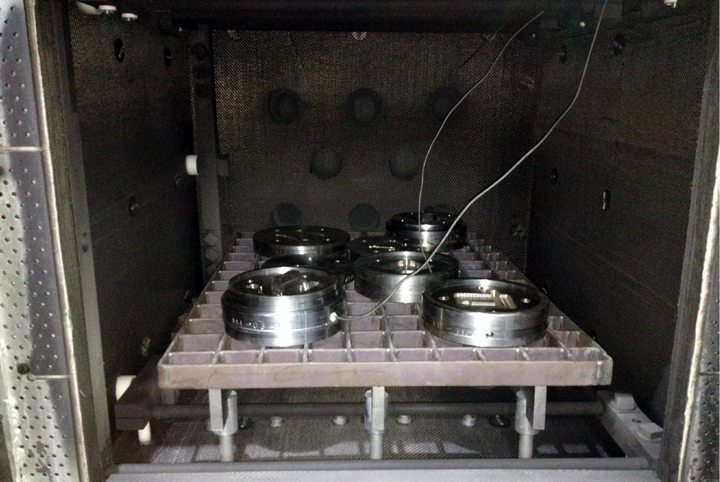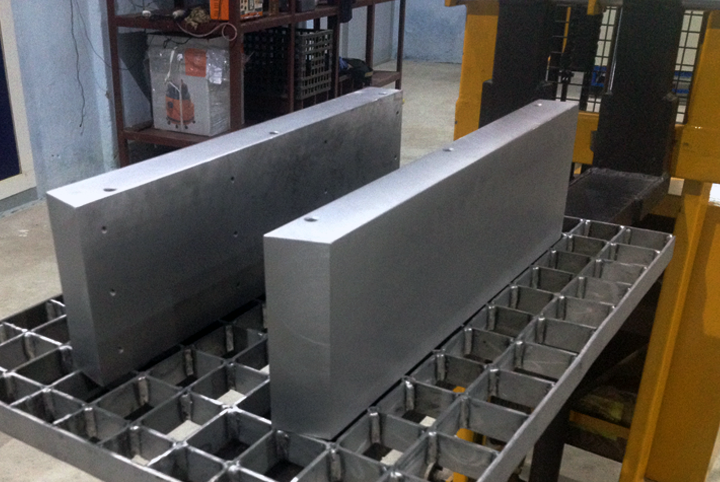
Just as choosing the correct die steel is very important, equally important is the proper heat treatment of the same. Proper heat treatment is critical to realize the full potential of the chosen alloy and also to retain the dimensional integrity of the heat treated tools. Our supplier offers Vacuum Furnaces, with know-how from COFI Spa, Italy, that can meet the demanding process specifications of the industry.
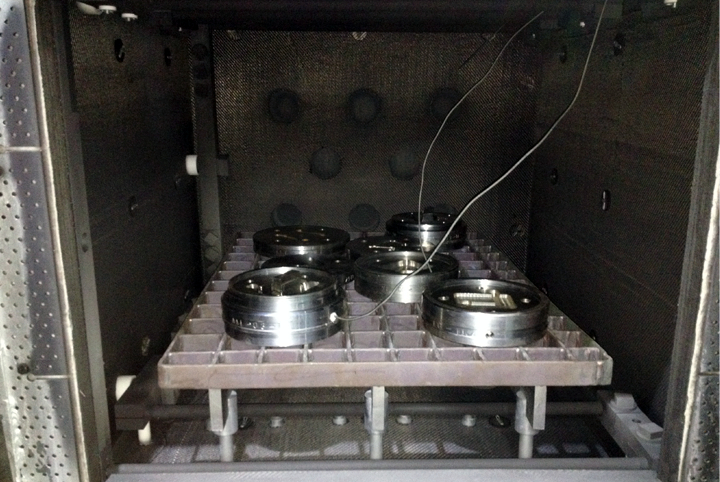
Our Vacuum Furnaces are suitable for a wide range of Heat Treatment for Tool and Die Steels including Hardening, Tempering, Annealing and Stress Relieving as well as Vacuum Sintering and Brazing. Heating is done under Vacuum up to 10-5millibar range and quenching is done in-situ using Nitrogen gas with pressures ranging up to 10 Bar (absolute).

A common use of a vacuum furnace is heat treatment of steel and alloys. Many general heat treating applications involve the hardening and tempering of a steel part to make it strong and tough through service. Hardening involves heating the steel to a pre-determined temperature, then cooling it rapidly.
Vacuum furnaces are ideal for brazing applications. Brazing is another heat-treating process used to join two or more base metal components by melting a thin layer of filler metal in the space between them.

We take pride in the fact that we are the pioneers in introducing Ultrasonic Cleaning in today's fast changing technology and which is essential for an effective and scientific cleaning of the job prior to vacuum heat treatment & which is possible only with this technology thereby ensuring better heat treatment results.

To convert and minimize the retained austenite and to gain full martensitic structure, for good strength and better mechanical properties this treatment is very much important and is to be followed immediately after Quenching. Our sub zero chamber is capable of attaining -1200C.
We have the Tempering Furnace with facility of not only Vacuum level of 10-1 m bar but also protective atmosphere of Nitrogen.
Providing Vacuum Heat Treatment services with modern technology to our esteemed customers without any additional financial burden.
Others' future technology is our present technology.

The mentor of our company Mr. M.V. Sudhakar is a highly knowledgeable and pioneering individual. He possesses 25 years of experience in the Heat Treatment field and holds a M.Tech degree in Metallurgy. Under the dynamic and farsighted leadership of our CEO, we have already established a stronghold for ourselves in the field of conventional heat treatment of tools and die steels by providing high quality, reliable and prompt services to customers of Precision Metal Treaters, Precision Metal Technics and Sushmitha Metal Treaters in Hyderabad thereby earning high applause and eventually taking the 3 companies to the zenith of success. Under the able & inspiring guidance of our CEO, we are confident of achieving similar success in the field of vacuum heat treatment also

Equipped with a degree in Commerce from Bombay University and CA Inter and backed by an experience of 20 years as proprietor of Sushmitha Metal Treaters which is engaged in heat treatment of tools and die steels, she has been actively involved in the establishment of this project right from its inception

An experienced metallurgical engineer, he is responsible for deciding and executing process parameters/heat treatment cycles to the satisfaction of our customers in terms of quality and delivery schedule..